A rapid process development using one single reactor configuration
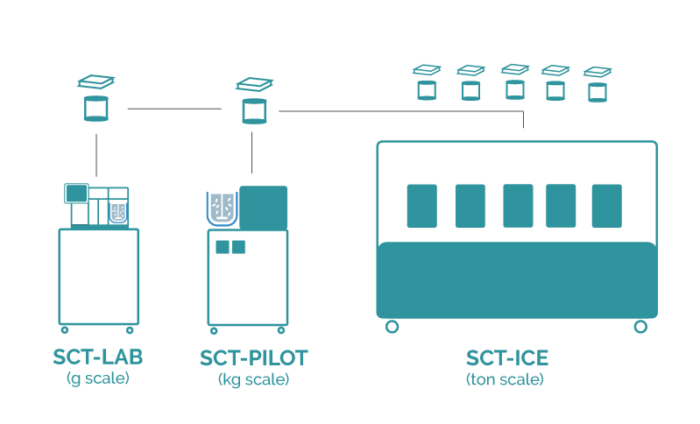
As the technology is based on the use of one single reactor configuration from the lab equipment to the production scale, all exploration of process conditions is performed on the SCT-LAB equipment and then held constant. As such, all process development is done with a minimum quantity of product involved. At later stages of the increase in scale these process parameters are simply copy-pasted and used as such on both the PILOT unit as well as the industrial scaled ICE unit.
These parameters are:
- Selection of mixer and reactor
- Solution concentration and temperature
- Flow rates of solution and antisolvent, when the latter is required
- Nucleation temperature
- The first filtration and drying steps.
To do so, a wide variety of different conditions is to be tested on the SCT-LAB equipment. A swift parameter testing sweep, typically performed on filtered and dried crystals gathered for each different test gives a in-depth insight in how the molecule is nucleating inside the reactor, and what sizes can be obtained by changing the thermodynamic conditions, i.e. playing around in the phase diagram, as shown here below schematically.
Once the optimal zone is reached, which means that upon retesting the exact same product is obtained, and this with a variety of different combinations of flow rate, residence time and nucleation temperature, one can fix the thermodynamic route for crystallization. Then, and this is a true benefit of the approach for controlled nucleation as done with this technology, one can use the influence of hydrodynamics to further refine the product up to final particle size that is desired. As an example for this approach for cooling crystallization, the molecule Brivaracetam was nucleated inside of these reactors to find an optimal size of 50µm average particle size with a d90 below 100 µm.
Brivaracetam has a particular behavior as it forms very easily a solvated crystal structure with different solvents. Nonetheless, a route was found in order to avoid the formation of the unwanted solvated polymorph using our technology.
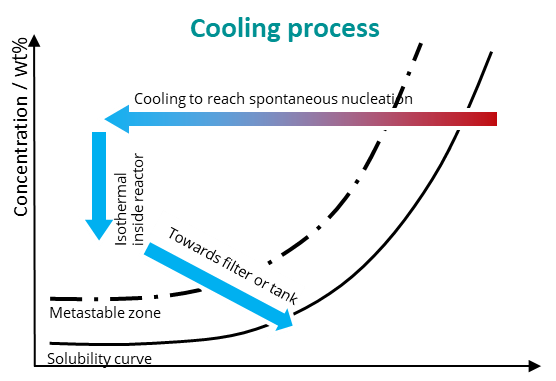
To do so the following thermodynamic pathway was followed: using the
previously discussed fast cooling rates inside the reactors, the heated
solution is rapidly cooled down to temperatures inferior to the
enantiotropic point between 15 and 20°C, as shown with the blue arrow
numbered “1” in the next graphic.
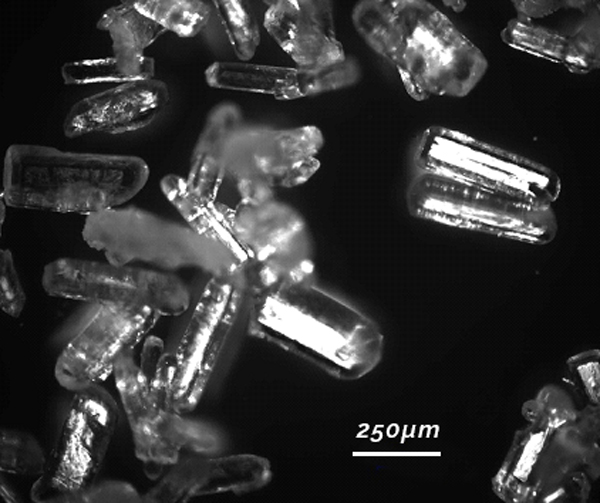
Once the targeted nucleation temperature between 0 and 15 °C is reached, then we stay inside of the reactor at temperature to maximalise the nucleation rate. As such the overall concentration of solutes in solution drops as we are creating there already solid nuclei (arrow number 2 in the graphic). Then, the product exits the reactor. In this particular case, the product slurry has to be gathered at room temperature, therefore the slurry heats up to room temperature while still growing (arrow number 3). However, as the slurry has exited the reactor, no more nucleation of neither the wanted polymorph (cubic blocks as shown in the next figure) or the solvated structure occurs due to a lack of shear rate to overcome the metastable zonewidth as previously discussed.
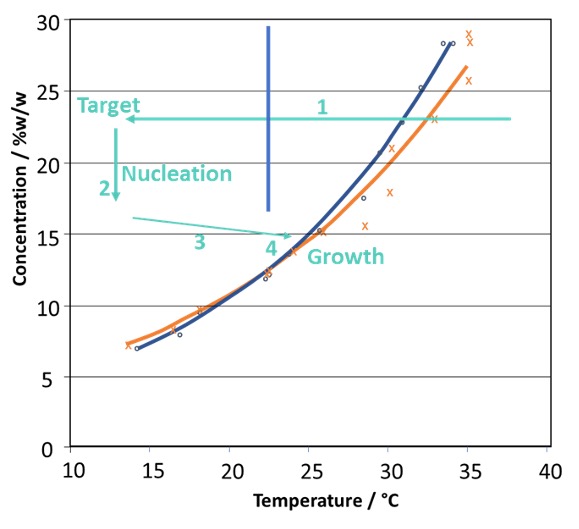
At equilibrium, the product slightly grows for a few minutes to reach equilibrium state as stated by point number 4. In this way, the optimized thermodynamic route using the parameter settings as shown in the table is obtained.
|
Parameter
|
Optimal value
|
|---|---|
|
Concentration
|
400 mg/mL
|
|
Solution temperature
|
45 °C
|
|
Flow rate
|
20 mL/min
|
|
Reactor volume
|
7 mL
|
|
Reactor temperature
|
5 °C
|
|
Residence time inside reactor
|
21 s
|
|
Hydrodynamic coupling
|
Straight
|
|
Obtained polymorphic form
|
100 % pure anhydrous, non-solvated structure
|
|
Obtained average particle size
|
190 µm
|
|
Calculated nucleation rate
|
10 000 crystals/mL/s
|
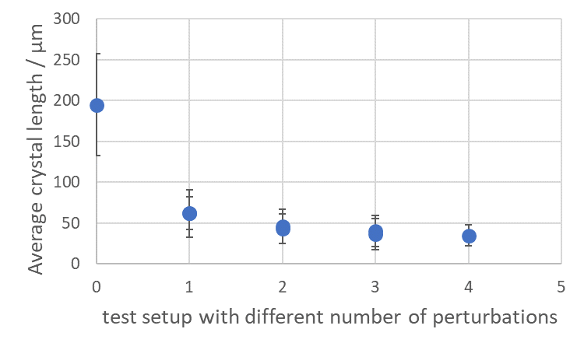
Once this was achieved, we documented (doi/abs/10.1021/acs.cgd.8b00928) the use of static mixers before entering the cooling phase. This change un hydrodynamic conditions, as discussed previously has a drastic effect on the nucleation rate: up to a million of crystals is produced per mL per secod of slurry. Due to the conservation of the overall mass balance, this results then in a drastic decrease of the average particle size down to a average size of 45 µm and a very narrow particle size distribution as indicated by the error bars in the next graph where we have applied from 1 to 4 of these static mixers prior to cooling as opposed to the datapoint with no use of these mixers (point 0):
Therefore, for any crystallization based on cooling crystallization we recommend to first aim for a construction of the optimal thermodynamic pathway using our reactors focusing on stable and reproducible results. Once this is optimised, there is always the hydrodynamic optimisation that can be applied in order to finetune the eventual result.
A second degree of freedom in playing around with the hydrodynamics to have a big impact on the final crystal size is the use of antisolvents. A very good example is the crystallization of itraconazole, where an injectable formulation has been generated using our antisolvent setup in the SCT-LAB environment. While maintaining excellent crystal properties our technology allow to drastically reduce the used solvents and especially the surfactants needed to stabilize the product. Pinpointing the excellent mixing capacities achieved in our technology. This paper is open access and can be downloaded by clicking on this DOI: https://www.mdpi.com/1999-4923/16/3/376.