In the previous blogs the focus was put on screening the parameters completely to let a molecule to crystallize to its desired critical material attributes (CMAs), most notably polymorphism, size and size distribution, and shape. Please note that our clients also investigate at this level the appearance of the powder to already give qualitative impressions on the flowability of the obtained powder, filtration behavior, compaction of the powder, etc. to already gain insight in the processability of the material. In general, you can create the following matrix valid for antisolvent crystallization with all parameters included.
|
SCT-LAB Parameters
|
|---|
|
Solution concentration
|
|
Solution temperature
|
|
Antisolvent
|
|
Antisolvent temperature
|
|
Flow rate solution
|
|
Flow rate antisolvent
|
|
Mixing insert
|
|
|
|
Filtration conditions
|
|
Results
|
|---|
|
Crystal size
|
|
Crystal appearance
|
|
Crystal shape
|
|
Crystal size distribution
|
|
Powder appearance
|
|
Filterability
|
Table 1: Parameter settings and results table for crystallization tests using the SCT-LAB equipment
Once this has been set, the user is ready for long-term testing at the pilot scale. One of the major benefits of Secoya’s Crystallization Technology is that the upscaling on the SCT-PILOT is performed using exactly the same parameter settings as for the SCT-LAB tests as pointed out in table 1. In this blog post, we elaborate on the example of lactose production, work that has been published as well: https://pubs.acs.org/doi/abs/10.1021/acs.oprd.3c00132
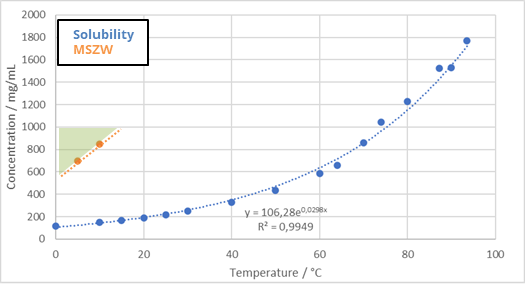
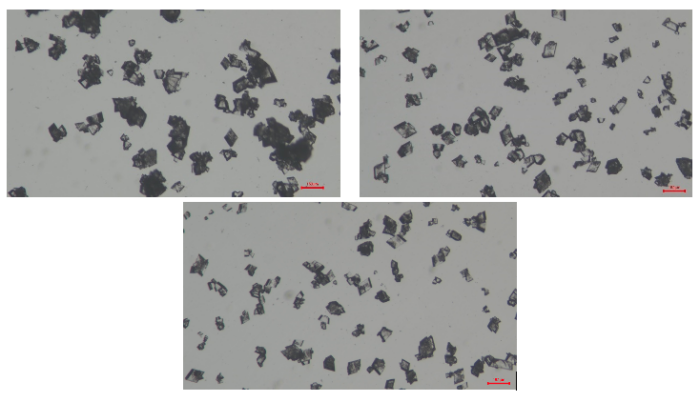
Lactose is extremely soluble in water, the solubility curve is shown in Figure 1. Several tests using our SCT-LAB instrument have demonstrated that the metastable zonewidth is very wide, at a concentration of 700 mg/mL nulceation has been observed inside the reactor at 5°C. This corresponds to a supersaturation value s of about 4. Compared to other molecules, this is not an extreme value, however, due to the large solubility of lactose, one cannot use a wide variation in temperatures to find different nucleation conditions: concentration higher than 1000 mg/mL are not workable, temperatures lower than 0°C become so viscous they do not run through the reactors anymore. Therefore the operational zonewidth is a small triangle between the orange dotted MSZW, 1000 mg/mL in concentration and about 2°C in temperature, indicated with the green zone in Figure 1. Nonetheless, using a specific execution of the reactor to cope with the high viscosity of the solution at low temperatures at 5°C nucleation temperature and a solution concentration of 850 mg/mL nucleation conditions have been found that result in the desired particle size and shape as was verified with laser particle sizing by our client. Microscopic images of the obtained crystals are shown in Figure 2. In Table 2 the corresponding SCT-LAB results table is found. This table is usually based on several repetitions of the same set of parameters to check the robustness of the methodology at lab scale.
|
SCT-LAB Parameters
|
|
|---|---|
|
Solution concentration
|
850 mg/mL
|
|
Solution temperature
|
85 °C
|
|
Mixing insert
|
Specific execution
|
|
5 °C
|
|
|
Filtration conditions
|
|
|
Results
|
|
|---|---|
|
Crystal size
|
|
|
D10
|
32 µm
|
|
D50
|
60 µm
|
|
D90
|
90 µm
|
|
Standard deviation in between repeated tests
|
2.1 µm
|
|
Crystal appearance
|
Individual crystals
Distinct aspects
Transparent surface
|
|
Crystal shape
|
‘tomahawk’ shaped crystals
|
|
Powder flow appearance
|
|
|
Filterability
|
|
This exact configuration was used for pilot testing, identical reactor conditions were set out on the pilot unit by connecting the SCT-PILOT unit to a IKA Easysyn 2000 system, set at 5°C, see Figure 3. The connection between both is simply made by putting the end of the Secoya reactor into the vessel and let the vessel fill up during production. 2 liter productions were performed a the start. Once all material was collected, the vessel was continuously stirring at 60 rpm during 18 hrs. At that point in time, the material was filtered using a stainless steel Nutsche cel from DrM, the lactose was washed with ethanol and evaluated for size and shape.

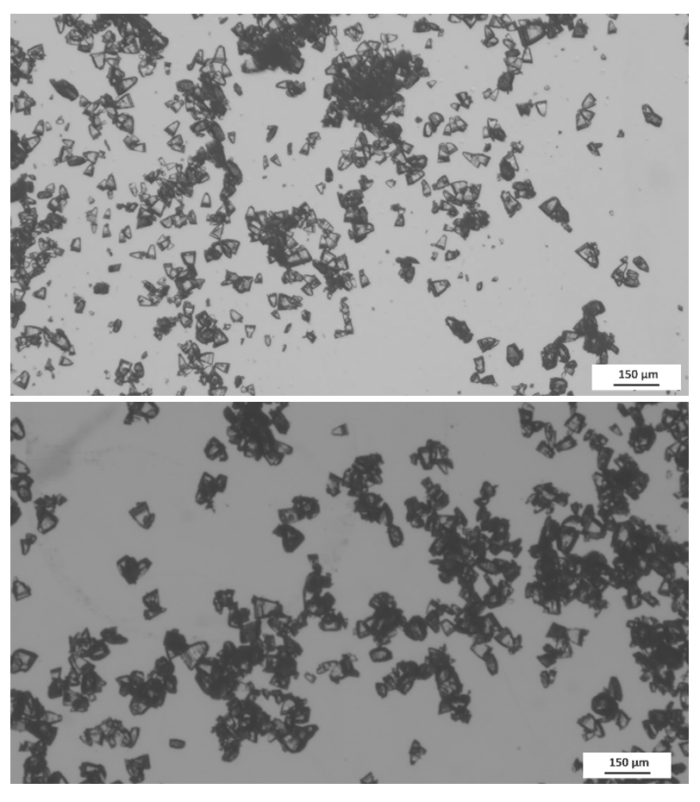
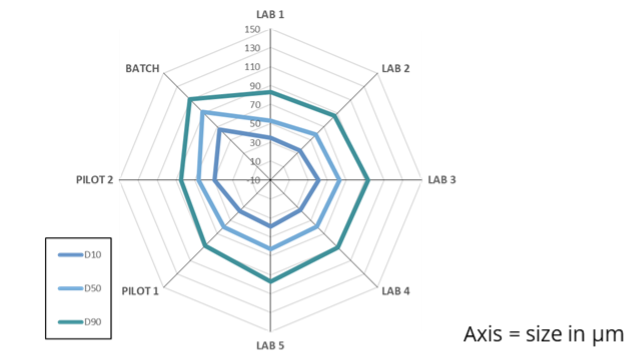
Weight calculation measurements of dried samples resulted in a 93% yield, holding the solubility of lactose in water into account. In the publication the study to reach equilibrium can be read in further detail. In Figure 4 two microscopic mages are shown for two different pilot productions. The typical tomahawk shaped crystals can be seen, there seems to be some coagulation, due to the large remaining part of lactose in solution. Washing with ethanol was performed to reduce this effect. Another test was performed as well to cross-check the effect of Secoya’s reactors. Identical quantities of product were dissolved and cooled down in the same vessel with the same residence time afterwards. The overall size of the product increased drastically to 90 µm average size, so 50% larger crystals are obtained. So, even though you can nucleate lactose in a vessel by cooling it down, the quality of product and the control in size is only guaranteed by the passage through the Secoya’s reactor. This size variation can be seen in Figure 5 where the lab tests, pilot test and batch test are compared in size, the d10, d50 and d90 values are shown in a spider-plot. This kind of plot makes it very easy to see true outliers of any test, and visibly the batch test is the one where the sizes are completely different as opposed to the tests using Secoya’s reactors, whether with the lab tests or pilot tests.
Further upscaling is then performed by placing the reactors parallel to each other. As the parameter settings at lab scale are completely identical to pilot scale productions, one just has to connect a second, third, fourth, or more reactor with its own flow control. In the next blog more information on this final step is shown.


