Discovery & Development Europe 2025












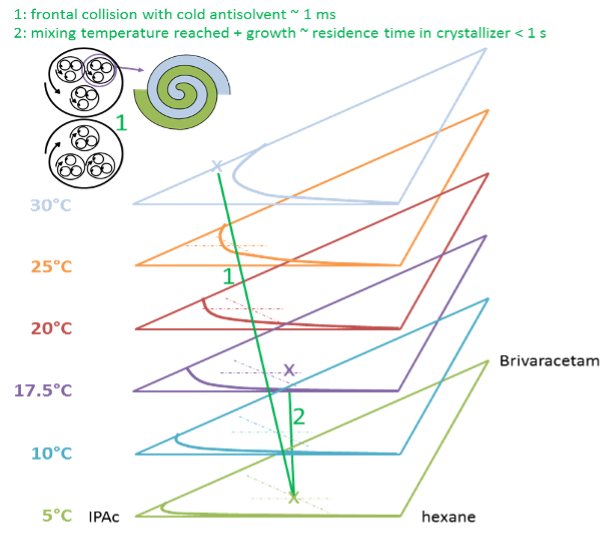

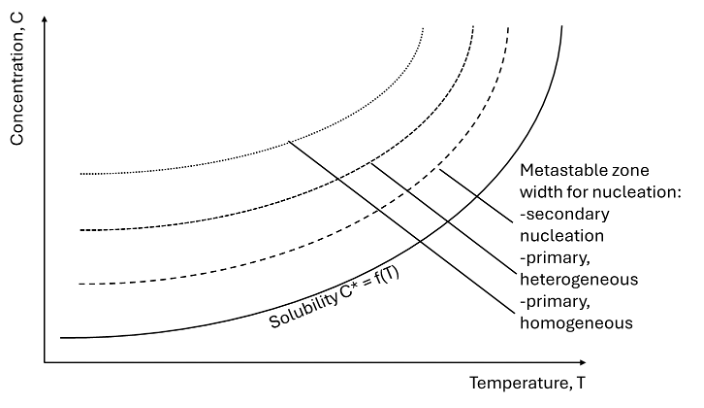
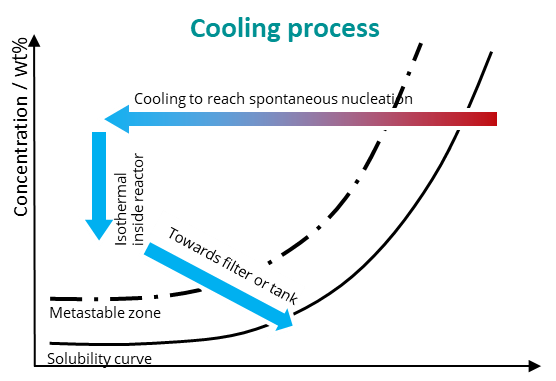
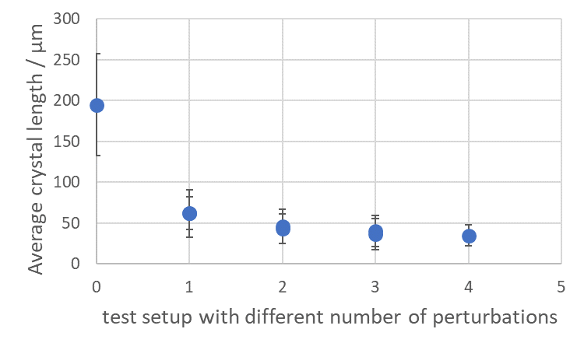
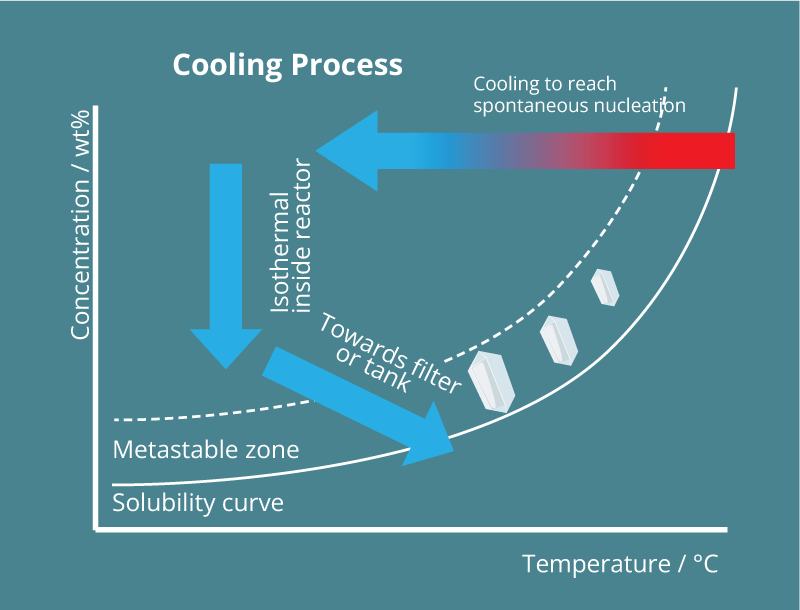
Following our philosophy to control the formation of crystals and to maintain the quantity of crystals nucleated, inside our reactors we aim for primary nucleation, whereas the gathering of the slurry coming out of the reactor has to be done in such a way that secondary nucleation is avoided.
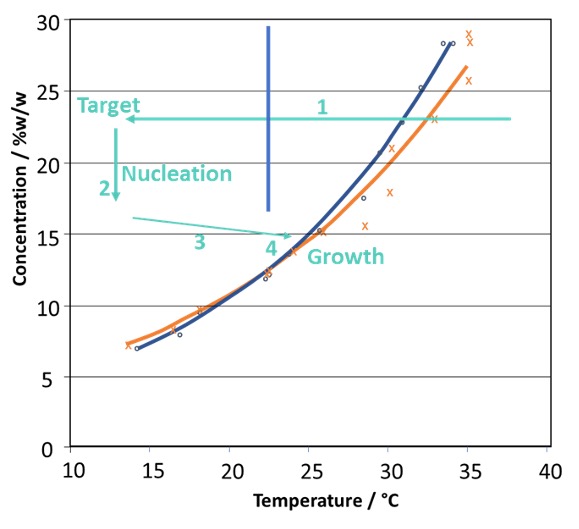
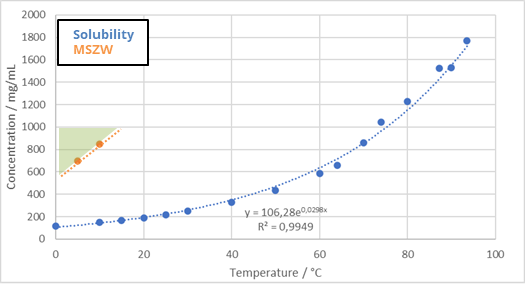
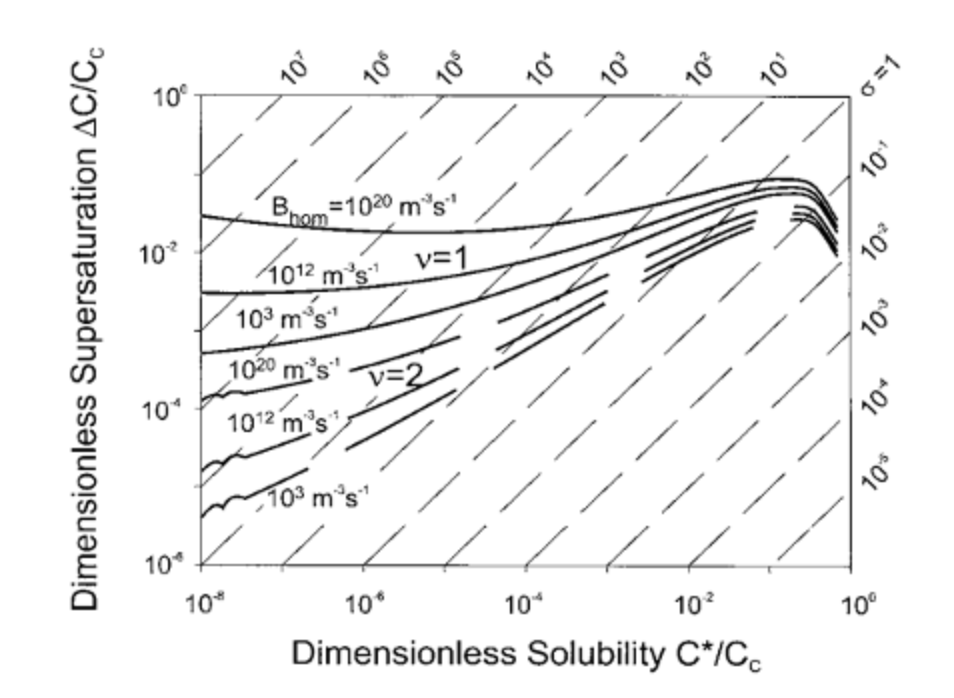
To express this metastable zonewidth, at isothermal conditions supersaturation s is defined as the difference between the concentration C of a system and the solubility concentration at that temperature C*. To create a dimensionless number, this difference between C and C*, is divided by C*:
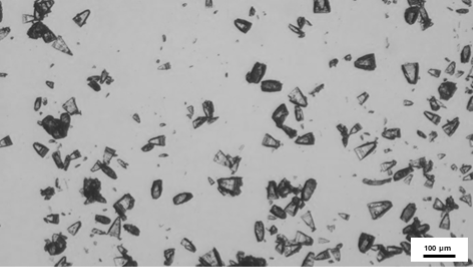
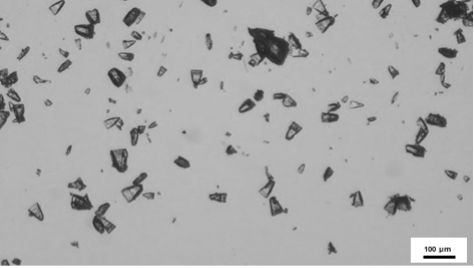
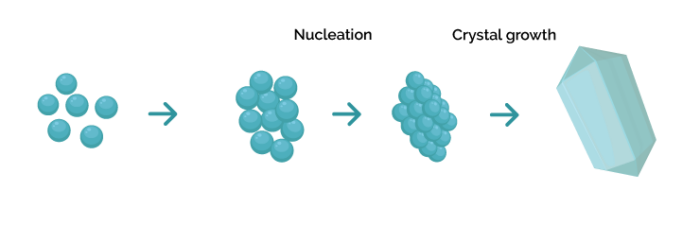
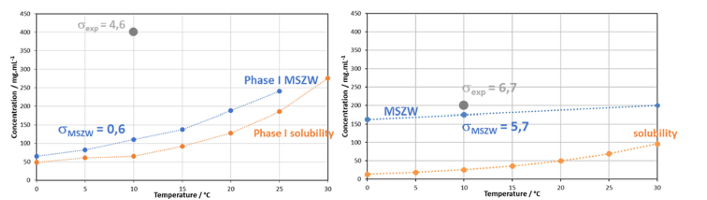
Once the metastable zonewidth is crossed for primary nucleation, the kinetics of nucleation – the number of nuclei generated – is increased by further cooling, generating a higher supersaturation value. As an example, in Figure 3 the difference in metastable zonewidth is shown between the compounds Brivaracetam and Aspirin in their proper solvents2.


Join us for the 3rd edition of the Flow Chemistry Pavilion at ACHEMA 2024!
The Flow Chemistry Pavilion brings together 25+ Companies working in the area of Flow Chemistry & gives visitors the opportunity to meet the Flow Community at a Global Tradeshow. Alongside the five-day exhibition will be a two-day Symposium, enabling visitors to learn what’s new in the area of Continuous Manufacturing.
Where to find us: hall 8 booth E64-020.

Secoya Technologies has confirmed its participation in the upcoming Formulation and Delivery Congress set to be held in London from April 26th to April 28th.
Meet Diala Youssevitch, Adrien Dewandre and Bart Rimez to discover our latest API encapsulation and crystallization improvements.
About Formulation and Delivery
Formulation & Delivery 2024 aims to connect pharmaceutical & biotech representatives as well as academia for high-level discussions on the latest innovations in pharmaceutical drugs formulation, drug delivery, inhaled therapeutics & RNA development.







The precise manipulation, quick cultivation, and delicate detection of yeast and bacteria are crucial in microbiology and biomedicine for behavior monitoring, identification of phenotypes, physiological assessment, and molecular analysis.
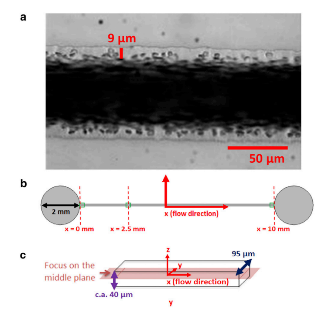
Microfluidic droplets have proven to be an effective method for encapsulating yeast and bacteria in highly monodisperse droplets for high-throughput screening and analysis of their phenotypes, subcellular structures, genes, and metabolites.This application note details the encapsulation of the yeast strain S. cerevisiae CEN.PK 113-7D and the bacterial strain L. cremorsi MG1363_GFP in double emulsions of 42 µm size using the Cell Encapsulation Platform, resulting in Microencapsulation of Bacteria and Yeast.
This momentous achievement allows Secoya Technologies to explore and expand into new markets.
Our particle engineering experts will be in London end of May with other leading experts in pharmaceutical science to present Secoya’s Crystallization Technology (SCT) during the Formulation and Delivery addressing the critical strategic advances and technical innovation in formulation, drug delivery and drug product development. Also, attending the Formulation and Delivery Congress? Stop by our booth (#17) to discover our unique technology that enables a fast and easy scale-up of the crystallization process thanks to tight control of specific parameters such as particle size or distribution and that remain the same from lab to production scale.
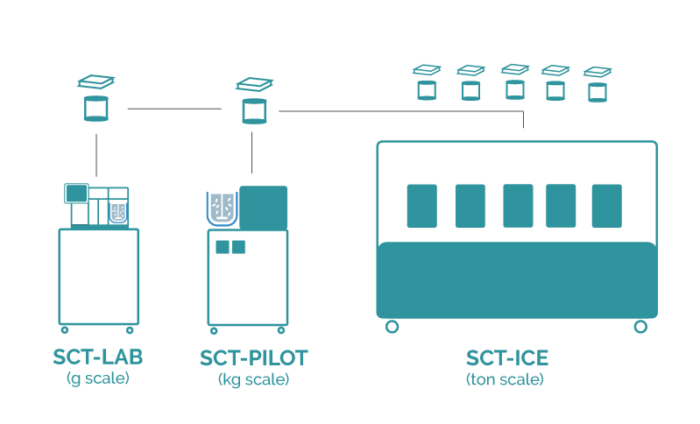
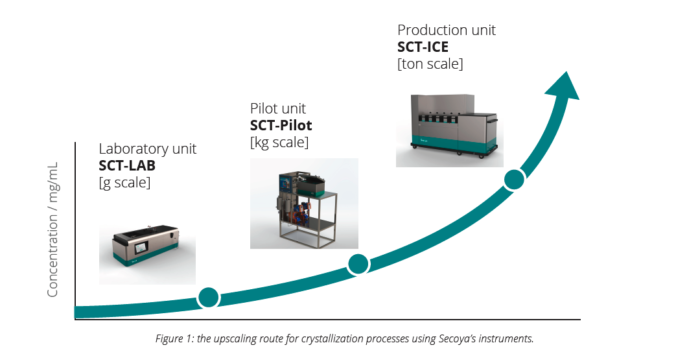
From the laboratory setup to the industrial-scale equipment, Secoya Technology has developed a full range of products that use the same parameters set all along the scale-up process:
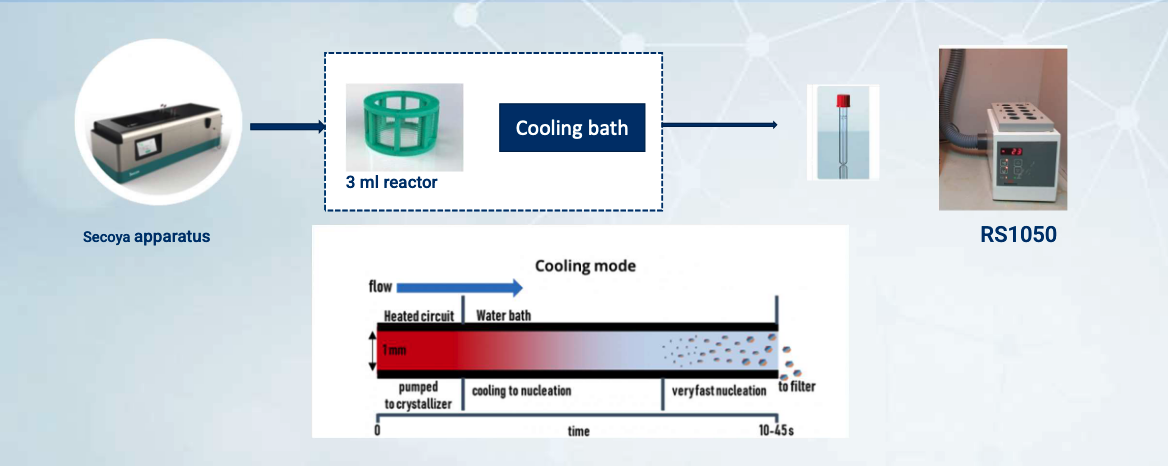
This bench equipment has everything to make your life easy for fast crystallization screening. The batch type approach allows fast screening whilst assuring low product consumption.
SCT-PILOT unit allows to fully explore the design space of a crystallization process, performing controlled long-term runs on one single reactor on the same experimental conditions as the SCT-LAB equipment.
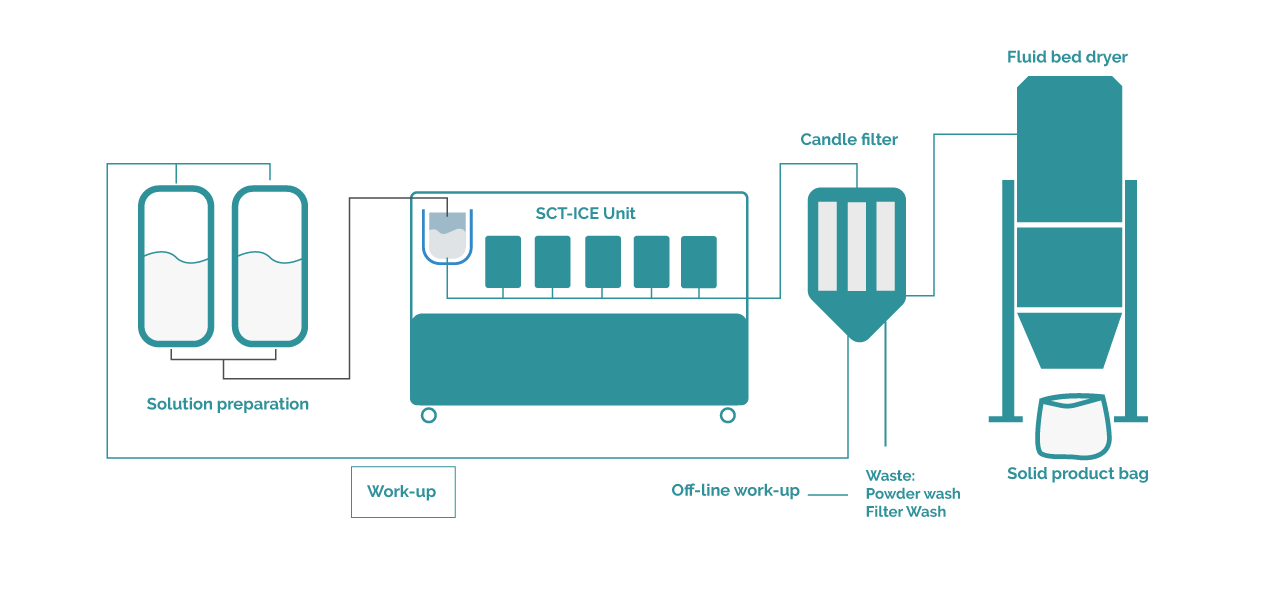
The cGMP SCT-ICE unit is designed for easy access and exchange of modules, depending on the customers needs. Versatile, it enables the production of different compounds by simply exchanging the modules in between production runs.
We are delighted to announce the completion of our fundraising for an amount of €1million.
Bertrand Loriers, CEO commented: “This is a new milestone for Secoya. It will allow us to move to a new level of growth while we have a better knowledge of our customers and potential markets. These resources will indeed be allocated in a relevant way to our commercial deployment and to the operational reinforcement required to support our development. We seize the opportunity to thank our shareholders for trusting us.”
With a board of industry veterans, including former Delphi Genetics CEO Cédric Szpirer, Univercells co-founder Jose Castillo, Jean-Marie Solvay, and Stéphanie Hoffmann-Gendebien, Secoya already counts several major pharma companies among its clients in Europe and is expanding to the US.
Read the full article (in French): https://www.lecho.be/entreprises/pharma-biotechnologie/secoya-revisite-les-procedes-de-production-en-biopharma/10448380.html

Secoya Technologies will participate at the next CESPE (CENTRE OF EXCELLENCE SUSTAINABLE PHARMACEUTICAL ENGINEERING & MANUFACTURING) conference titled Manufacturing Innovations For a Sustainable (Bio)pharmaceutical Industry.
If you want to discover more about our technologies or meet our microfluidics experts, do not hesitate to contact us at info@secoya.com.

Secoya Technologies will participate at the next CPhI Summit in Milan from November 9 to 11, 2021. If you want to discover more about our technologies or see our products in real life, come and meet us at out booth 10K90 (Pavillon PMEC)!
If you would like to meet with one of our technology experts on site, do not hesitate to contact us at info@secoya.com.
Looking forward to meeting you!
Would you like to learn more about our innovative technologies? Join us at the CPhi Discover and come to our virtual booth for a discussion.
20/01/2021
Secoya Technologies will participate in the next CCP Summit from March 23 to 25, 2021. Bart Rimez, co-founder and Technology Lead, will give a presentation on the Secoya Crystallization technology.
Adrien Dewandre and Youen Vitry, Technology leads at Secoya, and Benoit Scheid, Chairman of the Board of Secoya and Maître de Recherche FNRS at ULB, were involved in an experimental and numerical study of the Secoya droplet generator, the Raydrop. Their work on “Microfluidic droplet generation in a non-embedded co-flow-focusing using 3D printed nozzle” is published in the journal Scientific Reports.
28/10/2020
On November 17rd at 5 pm, Youen Vitry, co-founder and Encapsulation Technology Lead, will give a Webinar in collaboration with Fluigent on the Raydrop technology for the generation of double emulsion.
Register to the webinar : https://www.fluigent.com/resources/webinars/
26/08/2020
Secoya Technologies will participate in the next CPHi Festival of Pharma from October 5 to 16, 2020. If you would like to know more about one of our technologies, do not hesitate to request a virtual meeting through the CPhI platform.
26/08/2020
Jean Septavaux, Technology lead at Secoya has been involved in the modelling of complex molecular systems with the CSAp lab from the University of Lyon. Their work on “The dark side of disulfide-based dynamic combinatorial chemistry” was published in the journal Chemical Science.
03/06/2020
We are pleased to announce that Secoya Technologies has signed an important collaboration contract with a world top 5 pharmaceutical company. The collaboration focuses on the joint use of intensified chemical synthesis and pervaporation technologies developed by Secoya and aims to develop a prototype that fits into the client’s production process.
28/10/2020
On June 23rd, Adrien Dewandre, co-founder and Encapsulation Technology Lead, has given a Webinar in collaboration with Fluigent on the Raydrop technology for the droplet generation.
Access now to the replay : https://webikeo.com/webinar/raydrop-a-universal-droplet-generator-based-on-a-non-embedded-co-flow-focusing/replay
3/02/2020
Dr. Bart Rimez, co-founder and Crystallization Technology Lead, was invited to publish in the Emerging Scientists issue of Journal of Flow Chemistry, coming out beginning 2020. The paper deals with our findings on the synergistic effect of nucleation thermodynamics and hydrodynamics to increase nucleation rate. Read more
28/01/2020
On 28Th January 2020, Fluigent and Secoya Technologies signed an exclusive distribution agreement under which Fluigent is responsible for the marketing and the sales of the RayDrop®, an innovative technology of Secoya dedicated to the production of droplets or particles for multiple applications. More information on the RayDrop on www.fluigent.com.